Полировка до блеска. Как производится и ремонтируется энергетическое оборудование
05 июля 2024 | 18:30| ПромышленностьКак делаются механизмы, которые затем работают, чтобы давать нашим домам, троллейбусам и заводам энергию? Чтобы ответить на этот вопрос, корреспонденты газеты «Энергия Северо-Запада» посетили завод «ЛенТурбоРемонт», который находится в Красногвардейском районе Петербурга.





Здесь не только ремонтируют турбины, компрессоры, лопатки и другие детали, но и производят собственное оборудование. Оно заменяет иностранное и даёт возможность изготавливать уникальные детали и узлы для энергетической сферы, нефтеперерабатывающих предприятий и даже морского флота.
Заводу практически 30 лет, он существует с 1996 года. В штате на сегодняшний день насчитывается около 300 человек, и все они распределены по двум производственным площадкам. На основном производстве, которое мы посетили, работают порядка 130 человек, но часть постоянно находится в разъездах, в разных уголках России. География командировок работников действительно обширна: объекты ремонтируются по всей стране — от Калининграда до Камчатки. А оборудование фирмы можно найти на нескольких континентах: в разное время предприятие сотрудничало с энергетическими компаниями Турции, Алжира, Аргентины.
Свою компетенцию завод формировал постепенно, запуская собственное производство. А после 2014 года, когда началась активная фаза импортозамещения, «ЛенТурбоРемонт» стал диверсифицировать деятельность и выпускать запасные части для импортных агрегатов. Тогда же, в середине 2010-х годов, увеличилось количество задач по обратному инжинирингу. Завод начал сотрудничать не только с компаниями большой энергетики, но и малой, а также производить и ремонтировать детали для нефтеперерабатывающих и нефтехимических предприятий. Последние, по словам руководителя завода, были оснащены в основном иностранным оборудованием — а это означало, что сотрудникам «ЛенТурбоРемонта» предстояло столкнуться с ремонтом деталей и механизмов, к которым у них даже не было технических инструкций. Первым таким проектом стал опытный ремонт американской газовой турбины LM6000. До этого в нашей стране они никогда не разбирались, а чинить их в случае надобности отправляли прямиком в США. Специалистам фирмы пришлось делать эскизы турбины, разбирать её и воплощать в металле те части, которые необходимо было ремонтировать. С поставленной задачей команда предприятия справилась, и с тех пор завод занимается ремонтом оборудования, произведённого в других странах, а также делает запасные детали для него.

Это камера сгорания от американской микрогазовой турбины, которая вышла из строя, что заметно невооружённым глазом. Конструкторы «ЛенТурбоРемонта» создали аналогичную деталь, и на это им потребовалось всего три месяца. Был произведён полный инжиниринг с заменой материала на ГОСТовский, чтобы камеру сгорания можно было производить и тиражировать. На фото в одной руке прогоревшая деталь, а в другой промежуточная версия — опытный образец. Кстати, турбина делает 68 тысяч оборотов в минуту! Чтобы минимизировать риски дальнейшего повреждения специалисты создали уплотнение из уникального полимера, состав которого держится в секрете.
Ещё один вид деятельности — это работа с электротехническим оборудованием, то есть монтаж электрических шкафов, коммутация и замена аккумуляторов.
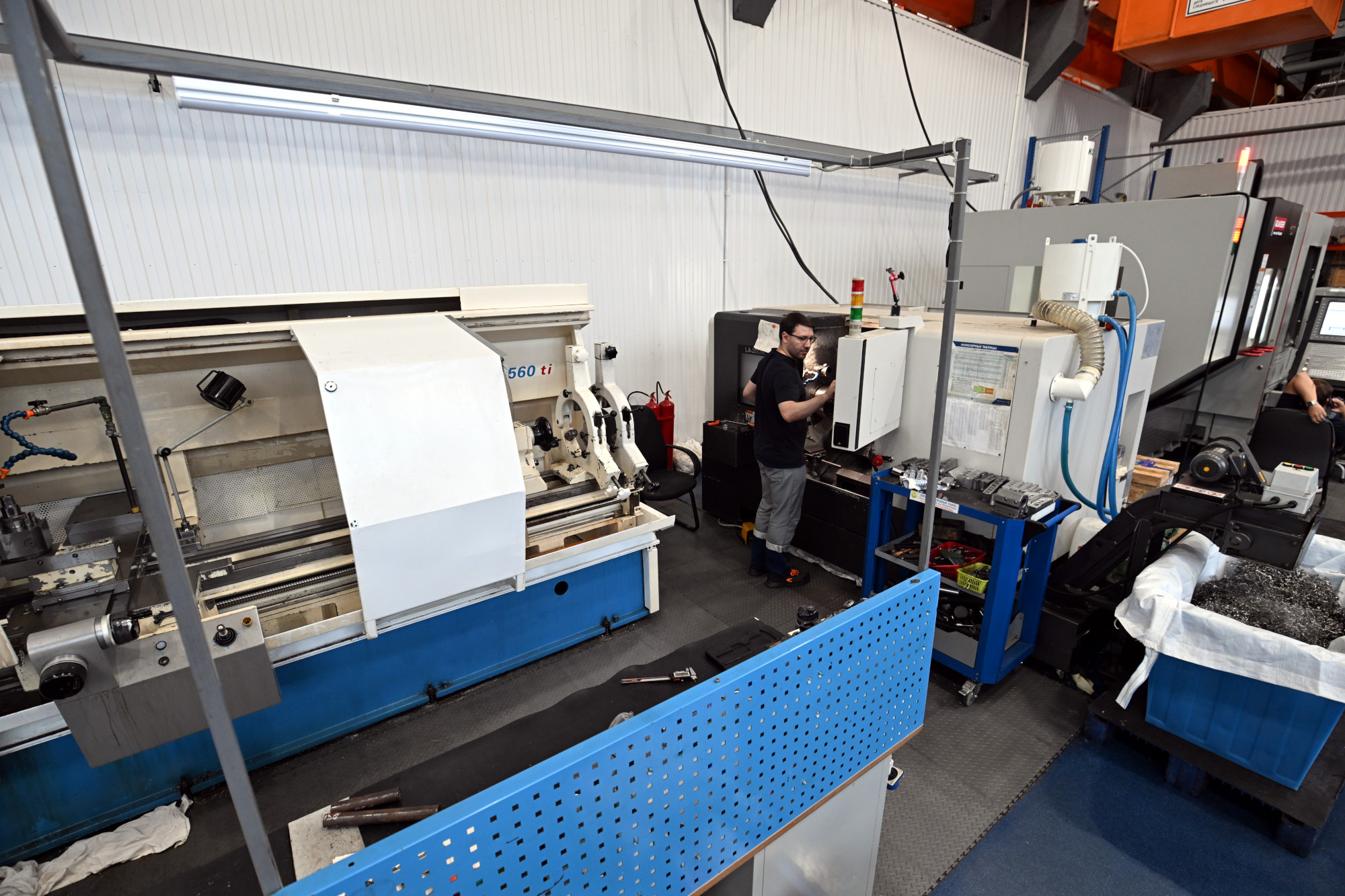
Проходя по цехам завода, мы увидели несколько передовых станков, с помощью которых производится оборудование. Это трёхосевые и пятиосевые станки нового поколения. Здесь фрезерные станки с разным соотношением деталей и режущего инструмента. Из курса школьной геометрии можно себе представить трехосевую модель взаимодействия. С пятиосевой моделью сложнее — здесь фрезеровка происходит не просто в 3D: тут ещё вращается сам стол, создавая четвертую ось. А иногда он качается, что создаёт пятую ось взаимодействия.
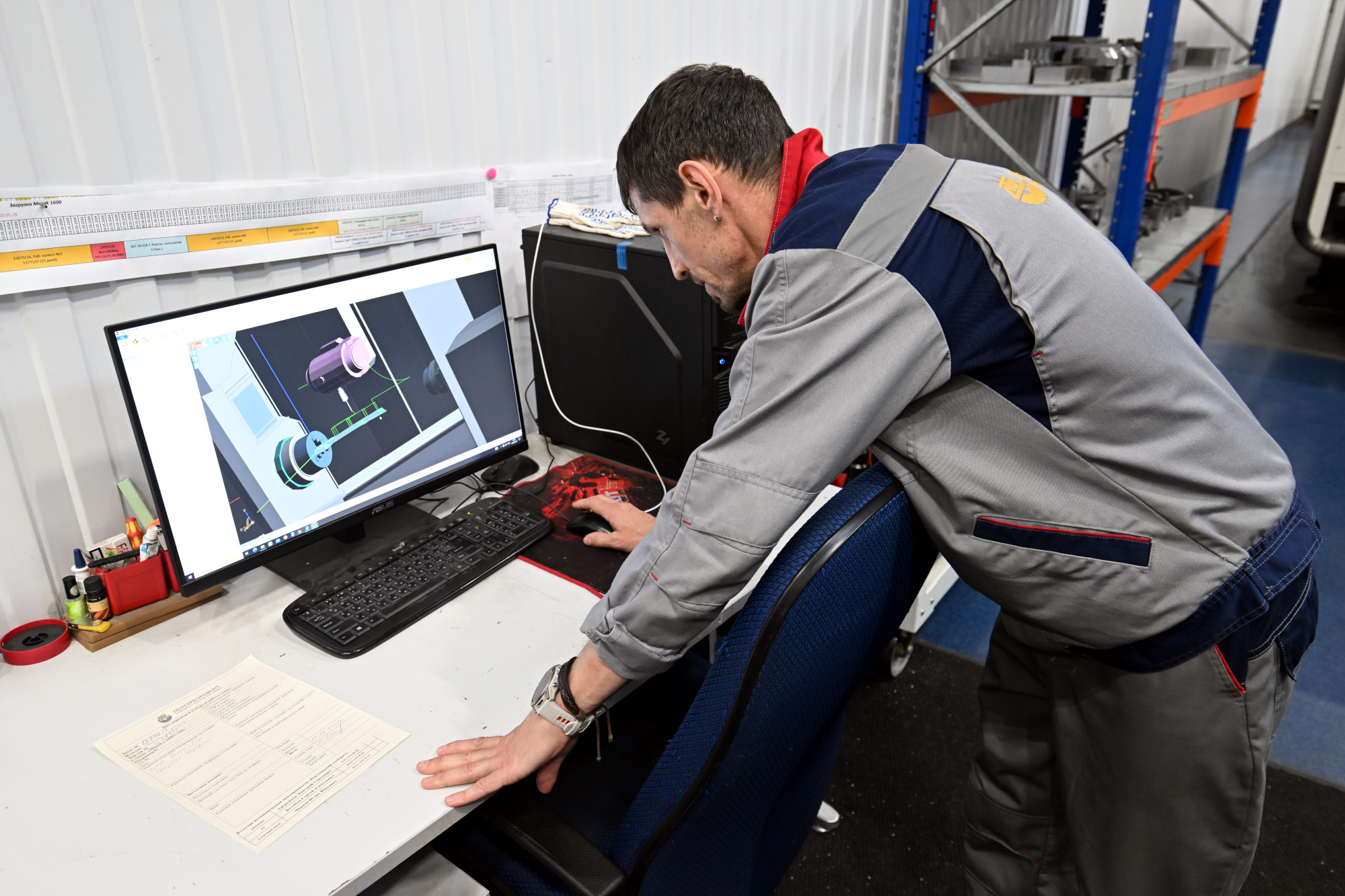
В момент нашего знакомства с заводом в станках находились лопатки для газовой турбины. Сначала специалисты предприятия делают эскизы, а затем на их основе и с использованием технических чертежей создаётся конкретная 3D-модель изделия. Процесс занимает обычно от двух до трёх недель. После разработки модель поступает в производственный цех. На одном из шести станков и создаётся лопатка или любая другая деталь. Станки полностью автоматизированы, поэтому в смену на заводе за две единицы оборудования отвечает один человек.


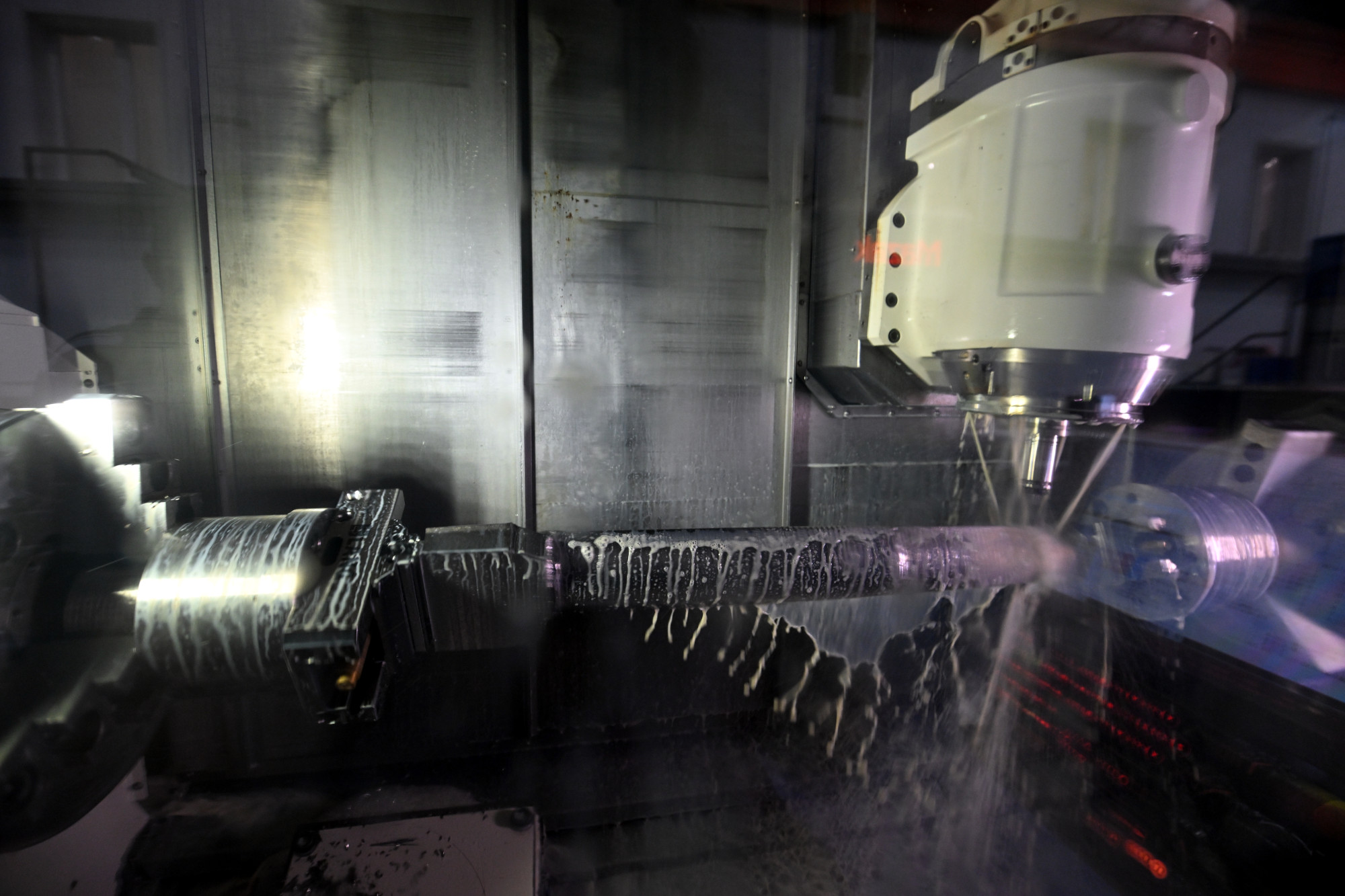
В зависимости от типа турбины, лопатки изготавливают в конкретном станке. Мы уже разобрались, что некоторые детали создаются в трехосевых машинах, другим для производства необходимо пять осей взаимодействия с режущим инструментом. Помимо этого, станки на заводе делятся на фрезерные и токарно-фрезерные. Кроме того, лопатки не только подвергаются фрезеровке, но и сверлятся, обтачиваются. Именно здесь с заданной точностью делают необходимые отверстия в детали. Во время выполнения работ лопатки охлаждаются при помощи специальной эмульсии. Выглядит она как обычная вода, но это не так. Специальный раствор не вредит металлу и идеально смывает с него лишнюю стружку. Кстати, защищают дыхание сотрудников завода специальные фильтры отсоса масляного тумана российского производства. Они впитывают пар, чтобы при открытии машины работники не дышали им.
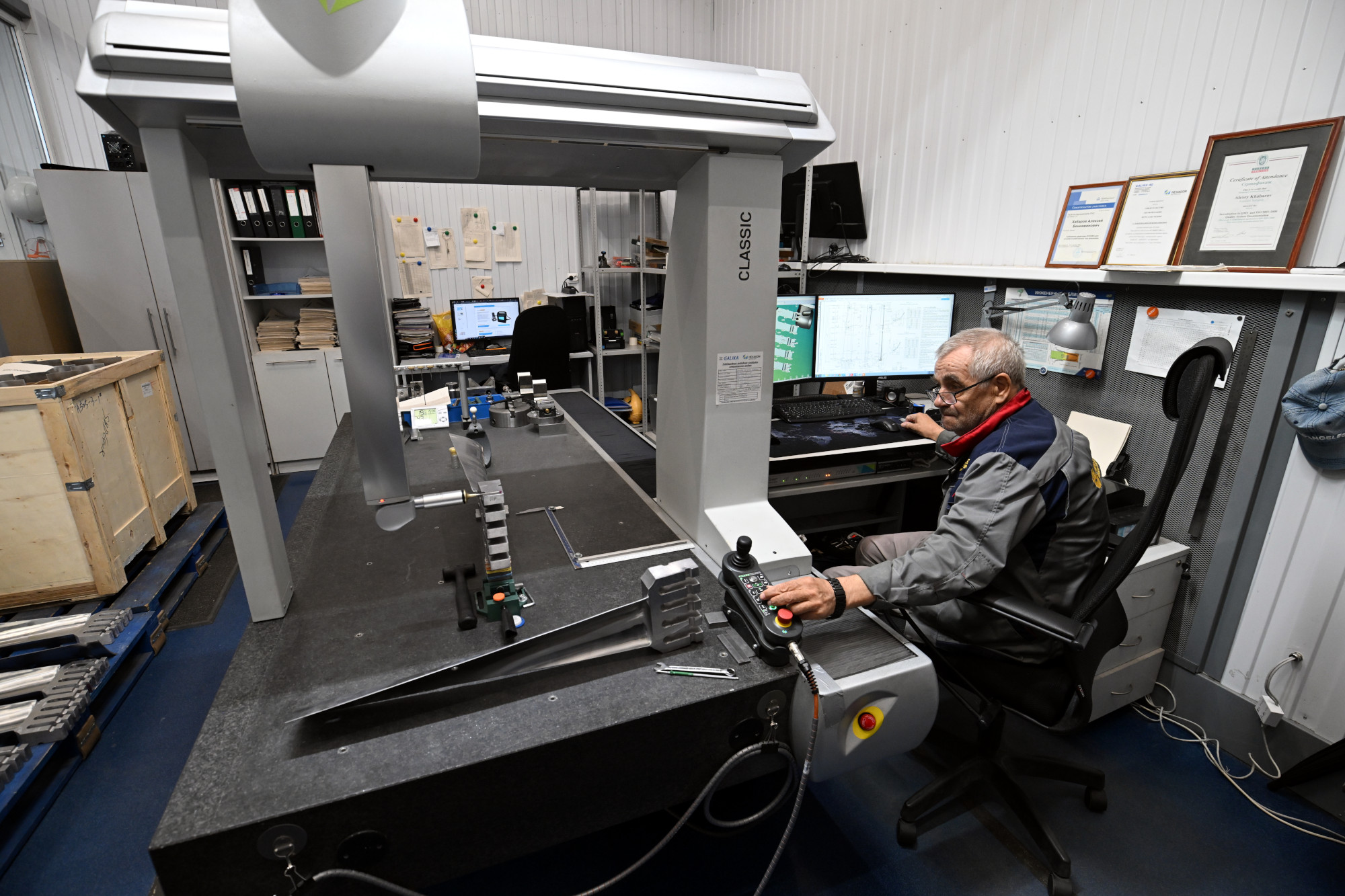
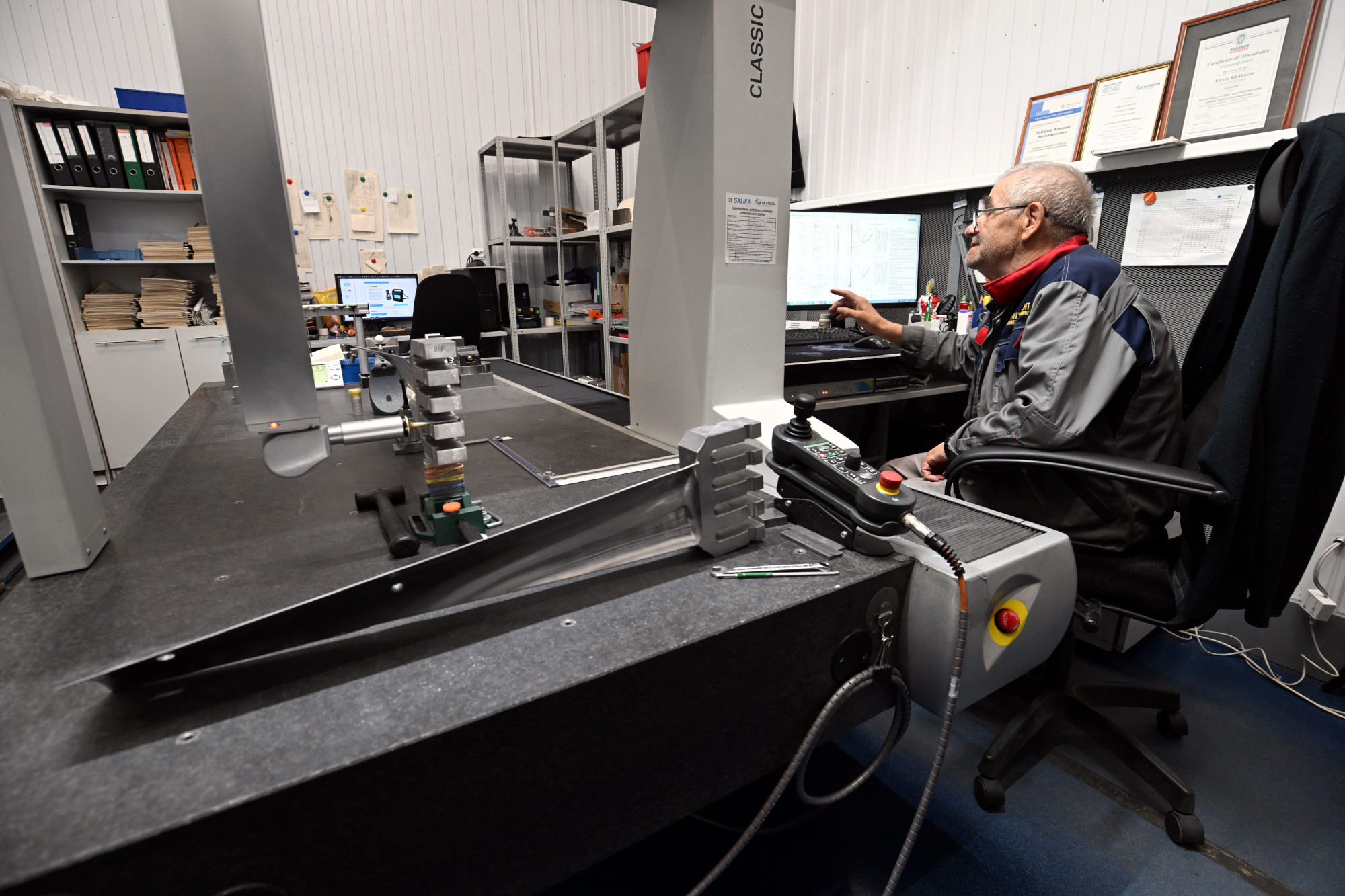
Режущие элементы станков — сверло или лазер. Они полностью повторяют заданную машине 3D-модель и воплощают её в металле, выводя все данные на экраны компьютеров. Координаты лопатки собирает контактный щуп: он аккуратно пробегается по детали, фиксируя информацию о ней. Все данные в режиме реального времени видят сотрудники предприятия. Они оценивают, насколько корректно проведена механическая обработка. Такие технологии снижают риск получения брака до минимума и ускоряют процесс производства. Раньше лопатку пришлось бы снимать со станка и нести в отдел технического контроля, где специалисты на координатно-измерительной машине проверяли бы данные, а сейчас в первую очередь «вкалывают роботы, а не человек». Однако сотрудники тщательно следят за тем, чтобы лопатка не была пересверлена, ведь в этом случае уже ничего не исправишь.








Процесс производства одной лопатки занимает несколько дней, в зависимости от сложности токарно-фрезеровочных работ. Они могут быть выполнены из разных сплавов. «ЛенТурбоРемонт» работает с любым техническим заданием заказчика, так как имеет большой опыт и техническую базу.
На следующем этапе произведённые лопатки необходимо заполировать. Этот процесс здесь выполняют вручную. По словам руководителя предприятия, так, как полируют их здесь, их не полируют нигде. Компании предлагал сотрудничество — и, соответственно, свой станок для полировки — всемирно известный машиностроительный бренд. Но помимо того, что машина была баснословно дорогой, детали потом всё равно пришлось бы обрабатывать вручную. От предложения завод отказался и сосредоточился на достижения максимума в навыках сотрудников — полировке до блеска.
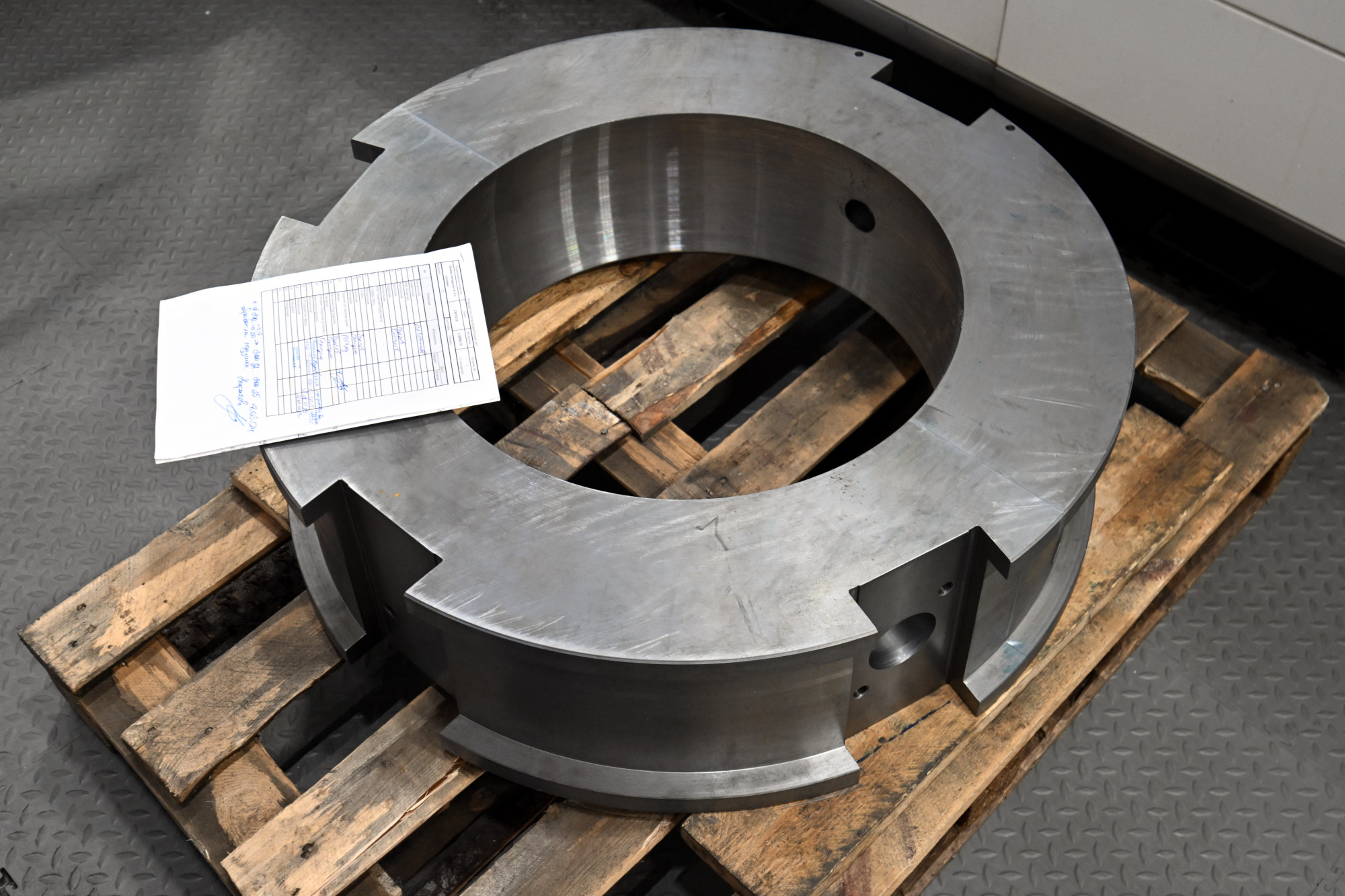
Завершилась экскурсия по производству в отделе качества. Там, словно трофеи, выставлены как производимые предприятием детали, так и отремонтированные. Коллекция лопаток, диафрагм, поршней, уплотнителей, а еще винты и другие детали для флота и смежных областей, в которых работает предприятие. Тут же специалисты фирмы проводят оценку качества оборудования при помощи КИМов — контрольно-измерительных материалов, специальных приборов и шаблонов.
В планах у компании расширение производства, прямо сейчас проектируется новый корпус с несколькими цехами. Он должен открыться в ближайшее время.





